1. Enkonduko al HP-RTM-procezo
HP-RTM (High Pressure Resin Transfer Molding) estas la mallongigo de altprema rezina transiga muldado. Ĝi estas altnivela mulda teknologio, kiu uzas altpreman premon por miksi kaj injekti rezinon en malplenan sigelitan ŝimon antaŭmetitan kun fibro plifortigitaj materialoj kaj antaŭfiksitaj enmetoj. La rezino fluas tra la ŝimo plenigaĵo, impregnado, resanigo kaj malmuldado. , por akiri la muldan procezon de alt-efikecaj kaj alt-precizecaj kunmetitaj produktoj. Ĝi havas la avantaĝojn de alta efikeco, energiŝparo kaj mediprotekto, kaj estis vaste uzata en aŭtomobiloj, aerospaco, elektroniko kaj aliaj kampoj.
La procezo estas montrita en Figuro 1:
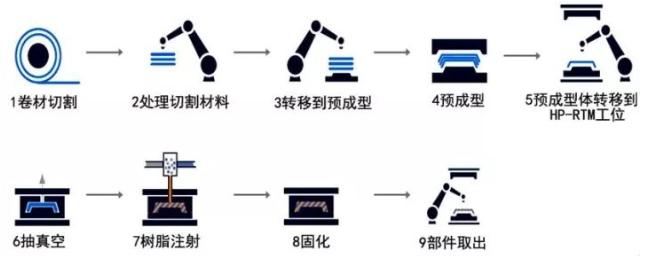
Figuro 1 Skema diagramo de HP-PTM-procezprincipo
2. HP-RTM-procezaj trajtoj
HP-RTM inkluzivas preformajn pretigojn, rezininjekton, premantan procezon kaj tondan procezon. Kompare kun la tradicia RTM-procezo, la HP-RTM-procezo pliigas la post-injektan preman procezon, reduktas la malfacilecon de rezina injekto kaj plenigo, plibonigas la impregnan kvaliton de preformoj kaj mallongigas la muldan ciklon. La specifaj procezaj trajtoj estas kiel sekvas:
(1) Rapida muldilo plenigo. La rezino rapide plenigas la muldilon, havas bonan enfiltrigan efikon, signife reduktas bobelojn kaj porecon, kaj la malalt-viskozeca rezino multe pliigas la injektan rapidon de la rezino kaj mallongigas la muldan procezan ciklon.
(2) Tre aktiva rezino. La rezina resaniga reagrapideco estas pliigita kaj la resaniga ciklo de la rezino estas mallongigita. Ĝi adoptas alt-aktivecan rapidkuracan rezinan sistemon kaj adoptas alt-efikecan altpreman miksadon kaj injektan ekipaĵon por atingi pli bonan miksan unuformecon de la rezina matrico. Samtempe, alt-temperatura medio estas bezonata dum muldado, kiu multe plibonigas la resaniga reakciorapideco de la rezino, mallongigas la produktadciklon kaj stabiligas la procezon. Alta stabileco kaj ripeteblo,
(3) Uzu internan liberiga agenton kaj mempurigan sistemon por plibonigi la purigan efikecon de la ekipaĵo. La mempuriga teknologio de la injekta miksa kapo estas uzata, kaj interna liberiga agento estas aldonita al la kruda materialo por efike plibonigi la purigan efikecon de la ekipaĵo. Samtempe, la surfaca efiko de la produkto estas bonega, kaj la dikeco kaj formo-devio estas malgrandaj. Atingu malaltkostan, mallongan ciklon (grand-volumenan), altkvalitan produktadon.
(4) Uzu en-muldan rapidan vakuan teknologion. La pora enhavo en la partoj estas reduktita kaj la agado de la partoj estas plibonigita. Ĝi efike reduktas la enhavon de poro en la produkto, plibonigas la efikecon de impregnado de fibro, plibonigas la interfacan ligan kapablon inter fibro kaj rezino kaj plibonigas la kvaliton de la produkto.
(5) Kombinante vakuadon kun la kunprema mulda procezo post injekto. La proceza malfacileco de la partoj estas reduktita kaj la kvalito de la rezin-impregnitaj plifortikigitaj materialoj estas plibonigita. Ĝi reduktas la malfacilecon desegni la gluan injektan havenon kaj ellasan havenon de la RTM-procezo, plibonigas la fluan plenigkapablon de la rezino kaj la impregna kvaliton de la fibro per la rezino.
(6) Uzu duoblajn rigidajn surfacojn por fermi la ŝimon, kaj uzu grandan tunan hidraŭlikan gazetaron por premado. La produkto havas malaltajn deviojn en dikeco kaj tridimensia formo. Por certigi la sigelan efikon de la muldilo, duoblaj rigidaj surfacoj estas uzataj por fermi la muldilon, kaj granda tuna hidraŭlika gazetaro estas uzata por premado, kiu pliigas la kramforton dum la muldado kaj efike reduktas la dikecon kaj forman devion. de la partoj.
(7) La produkto havas bonegajn surfacajn proprietojn kaj kvaliton. Uzante en-muldan ŝprucigan teknologion kaj altbrilajn ŝimojn, la partoj povas akiri alt-precizecan ŝajnan kvaliton en tre mallonga tempo.
(8) Ĝi havas altan procezan stabilecon kaj ripeteblon. La uzo de breĉa injekto kaj post-injekta kunprema teknologio multe plibonigas la muldilan plenigfluan kapablon de la rezino, efike reduktas la probablon de procezaj difektoj kaj havas altan procez-ripeteblecon.
3. Ŝlosilprocezaj teknologioj
(1) Antaŭforma teknologio de fibro plifortigitaj materialoj
Fibra preforma teknologio ĉefe inkluzivas: tekstilaj, triki kaj plekti preformojn; kudrado de antaŭformoj; hakitaj fibroj injektaj preformoj; varma premado preformoj, ktp. Inter ili, varma premado formado teknologio estas la plej vaste uzata. En ĉi tiu teknologio, formanta agento estas la baza garantio, kaj fibro-preforma muldilo kaj premada teknologio estas la ŝlosilo por fibro-formado. Por la HP-RTM-procezo, la partstrukturo estas relative simpla, do la forma muldilo ankaŭ estas relative simpla. La ŝlosilo kuŝas en kiel kontroli la forman ŝimon kaj premadan ilaron por efike kaj orde premigi kaj formi per dezajnaj kaj kontrolaj proceduroj.
(2) Altprecizeca rezino-mezurado, miksado kaj injekta teknologio
La miksado kaj injekto de HP-RTM-proceza rezino ĉefe inkluzivas du sistemojn: rezina ĉefa materialo kaj en-mulda ŝprucaĵrezino. La ŝlosilo al ĝia kontrolo kuŝas en alta precizeca rezina mezursistemo, rapida kaj unuforma miksa teknologio kaj miksa ekipaĵo mempuriga teknologio. La HP-RTM-proceza rezina ĉefa materialo devas esti precize mezurita sub alta temperaturo kaj alta premo, kio postulas alt-precizecan mezuran pumpilan ekipaĵon. Unuforma miksado kaj mempurigado de la rezino postulas la dezajnon de efika, mempuriga, multobla miksa kapo.
(3) Molda muldila temperaturo-kampa unuformeco kaj sigela dezajno
Dum la HP-RTM-procezo, la unuformeco de la temperatura kampo de la muldilo ne nur determinas kaj influas la fluon kaj plenigaĵon de la rezino en la muldila kavo, sed ankaŭ havas grandan efikon sur la fibra enfiltriĝa agado, la ĝenerala agado. de la kunmetita materialo, kaj la interna streĉo de la produkto. . Tial necesas uzi mezan hejtadon kombinitan kun efika kaj racia cirkulada cirkvito de oleo. La sigela agado de la muldilo rekte determinas la rezinan fluon kaj muldilan plenigkarakterizaĵojn, same kiel la evakuadkapablon de la mulda procezo. Ĝi estas ŝlosila ligo, kiu influas la agadon de la produkto. Estas necese desegni la pozicion, metodon kaj kvanton de sigelaj ringoj laŭ la produkto. Samtempe, necesas solvi la sigelajn problemojn en la muldila konvena breĉo, elĵeta sistemo, vakua sistemo kaj aliaj pozicioj por certigi, ke ne ekzistas aerfluo dum la rezina pleniga procezo por certigi la agadon de la parto.
(4) Altprecizega hidraŭlika gazetaro kaj ĝia kontrola teknologio
En la HP-RTM-procezo, la muldila fermanta breĉo-kontrolo en la rezina pleniga procezo kaj la prema kontrolo en la premada procezo ĉiuj postulas la garantion de efika kaj altpreciza hidraŭlika gazetara sistemo. Samtempe, ĝustatempa kontrolo-teknologio devas esti provizita laŭ la bezonoj de la procezo de glua injekto kaj premado por certigi la kontinuecon de la mulda procezo.
 Esperanto
Esperanto
 English
English  ελληνικά
ελληνικά  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



